

A fundición en area utiliza area verde (area húmida) ou area seca para formar os sistemas de moldura. Ofundición en area verdeé o proceso de fundición máis antigo empregado na historia. Ao facer o molde, os patróns feitos de madeira ou metal deben producirse para formar a cavidade oca. Despois, o metal fundido verte na cavidade para formar as pezas fundidas despois do arrefriamento e a solidificación. A fundición en area é menos custosa que outros procesos de fundición tanto para o desenvolvemento de moldes como para a peza de fundición unitaria. A fundición en area, sempre significa a fundición en area verde (se non hai unha descrición especial). Porén, hoxe en día, os outros procesos de fundición tamén son empregar a area para facer o molde. Teñen os seus propios nomes, comofundición de molde de concha, fundición en arena recubierta de resina de furano (sen tipo horneado),fundición de escuma perdidae fundición ao baleiro.
Temos diferentes tipos de fundición para a túa elección. Parte do proceso opcional do teu proxecto será a selección do proceso de fundición que mellor atenda ás túas necesidades. A forma máis popular é a fundición en area que consiste en facer unha réplica dunha peza (ou patrón) acabada que se comprime con area e aditivos aglutinantes para dar forma á fundición final. O patrón elimínase despois de que se formase o molde ou a impresión, e o metal introdúcese a través dun sistema de corredor para encher a cavidade. Sepárase a area e o metal e límpase e remata a fundición para o seu envío ao cliente.
Fundición en area VS Fundición en molde de casca:
Tanto a fundición de area como a de molde de cuncha usan a area para facer a cavidade oca para verter. A diferenza é que a fundición en area usa area verde ou area seca (a fundición de escuma perdida e a fundición ao baleiro usan a area seca para facer molde), mentres que a fundición de moldes de cuncha usa a area recuberta de resina para facer os sistemas de moldura. A area recuberta non se puido reutilizar. Non obstante, as fundicións do molde de cuncha teñen unha calidade moito mellor que a defundicións en area.
Fundición en area VS Fundición de investimento:
Estes dous procesos de fundición son diferentes nos materiais de moldeo utilizados para facer os patróns.Fundición de investimentoutiliza a cera para producir as réplicas en cera (por iso tamén se chama fundición á cera perdida) que teñen o mesmo tamaño e dimensións que as fundicións desexadas. A continuación, as réplicas de cera recubriranse con area e materiais aglutinantes (xeralmente sol de sílice ou vidro de auga) para construír unha capa resistente para o vertido de metal fundido. Mentres, a fundición de area adoita adoptar a area verde ou area seca para facer unha cavidade oca, que teñen o mesmo tamaño e dimensións que as pezas de fundición desexadas. Tanto para os procesos de fundición en area como de fundición de investimento, a area e a cera poderían reutilizarse. As fundicións de investimento adoitan ter unha precisión superficial, xeométrica e dimensional moito mellor que as de area.
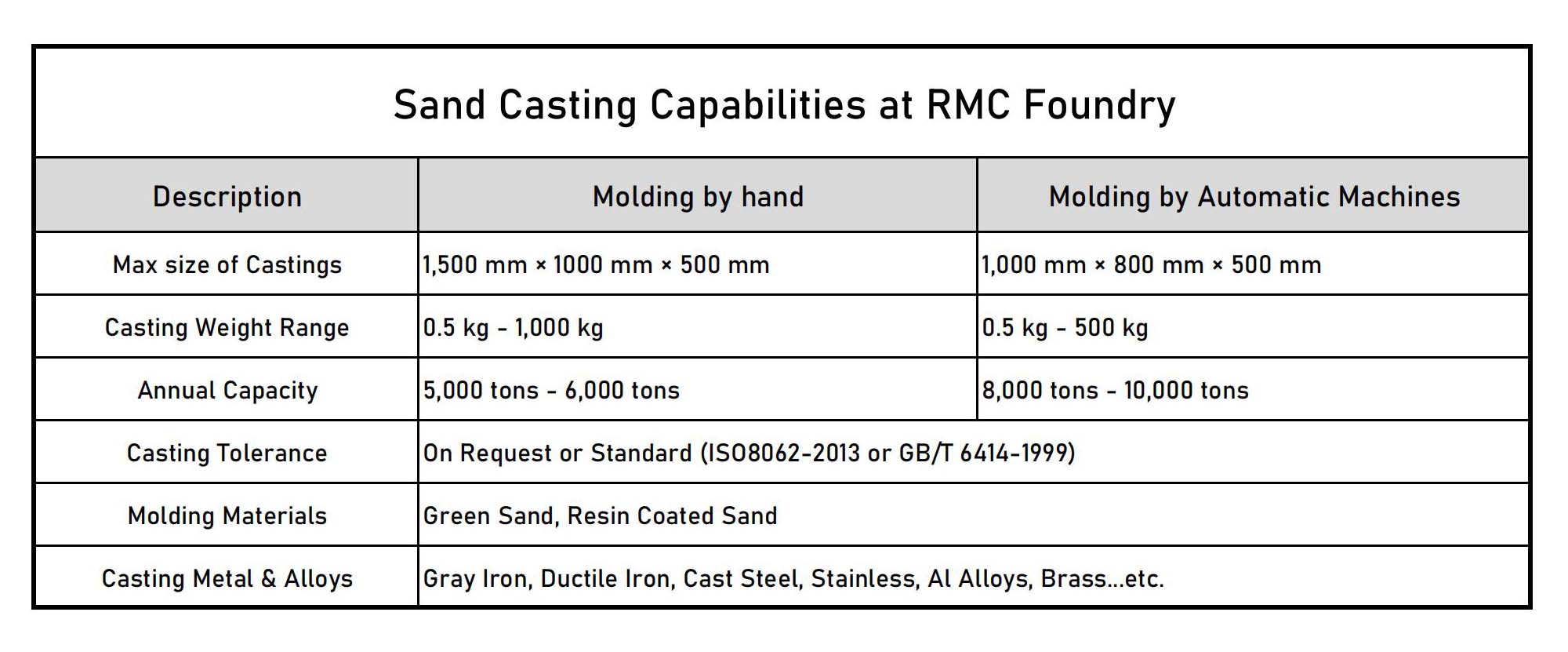
As tolerancias de fundición divídense en tolerancias de fundición dimensional (DCT) e tolerancias de fundición xeométricas (GCT). A nosa fundición quere falar contigo se tes unha solicitude especial sobre as tolerancias requiridas. A continuación móstranse o grao de tolerancias xerais que poderiamos alcanzar mediante a nosa fundición en area verde, a fundición en molde de casca e a fundición en area de resina de furano sen cocer:
✔ Grao DCT por Green Sand Casting: CTG10 ~ CTG13
✔ Grao DCT por molde de concha ou fundición en arena de resina de furano: CTG8 ~ CTG12
✔ Grao GCT por Green Sand Casting: CTG6 ~ CTG8
✔ Grao GCT por molde de concha ou fundición en arena de resina de furano: CTG4 ~ CTG7
Vantaxes do proceso de fundición en area
1- Baixo custo debido aos seus materiais de moldes baratos e reciclables e aos seus sinxelos equipos de produción.
2- Amplo rango de peso unitario de 0,10 kg a 500 kgs ou aínda máis.
3- Estrutura variada de tipo simple a tipo complexo.
4- Adecuado para requisitos de produción de varias cantidades.
| Materiais para o proceso de fundición en area na fundición RMC | |||
| Categoría | Grao China | Grao estadounidense | Grao de Alemaña |
| Acero inoxidable ferrítico | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| Acero inoxidable martensítico | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Acero inoxidable austenítico | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.4406, 1.4406, 1.4406, 1.4406, 9 1,4435, 1,4436, 1,4539, 1,4550, 1,4552, 1,4581, 1.4582, 1.4584, |
| Aceiro inoxidable endurecido por precipitación | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1,4542 |
| Duplex de aceiro inoxidable | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1,4460, 1,4462, 1,4468, 1,4469, 1,4517, 1,4770 |


Fundición de moldes de area






{kind=link}