



Parte de fundición de grafito esferoidal OEM de China por produtos de fundición de moldes de conchaMecanizado CNC, tratamento térmico e tratamento superficial.
Propiedades mecánicas da fundición dúctil (nodular). | ||||||||
| Elemento segundo DIN EN 1563 | Unidade de medida | EN-GJS-350-22-LT | EN-GJS-400-18-LT | EN-GJS-400-18 | EN-GJS-500-7 | EN-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| Resistencia á tracción | Rm min.MPA | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| 2% Rendemento | Rp0,2 min.MPA | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| Alongamento | A % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| Dureza | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 | 230-280 | 250-330 |
| Estruturas | principalmente ferríticos | principalmente ferríticos | principalmente ferríticos | ferrítico + perlita | ferrítico + perlita | principalmente perlita | todo perlita | |
| Esfuerzo cortante | σaB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Torsión | TtB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Módulos de elasticidade | E GPa | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| Número de Poisson | v – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| Resistencia a la compresión | σdB MPa | – | 700 | 700 | 800 | 870 | 1000 | 1150 |
| Resistencia á fractura | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| Densidade | g/cm3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

Fundición para moldeo de carcasaO proceso tamén se denomina proceso de fundición en area de resina pre-revestida, fundición de moldaxe de casca en quente ou proceso de fundición de núcleo. O principal material de moldeo é a area de resina fenólica pre-revestida, que é máis cara que a area verde e a area de resina de furano. Ademais, esta area non se pode reciclar.
O proceso de fundición en area de autoendurecemento de resina de furano (proceso nobake) utiliza a area recuberta de resina de furano para formar o molde de fundición. Despois de mesturar uniformemente a area orixinal (ou area recuperada), a resina de furano líquido e o catalizador líquido, e enchelos na caixa do núcleo (ou caixa de area) e, a continuación, apertalo para endurecer nun molde ou molde na caixa do núcleo (ou area). caixa) a temperatura ambiente. A continuación, formáronse o molde de fundición ou o núcleo de fundición, que se chama moldaxe de caixa de núcleo frío de autoendurecemento (núcleo) ou método de autoendurecemento (núcleo).
Debido a que o molde fórmase a temperatura ambiente e non é necesario quentar, a fundición de area autoendurecible tamén se denomina proceso de fundición sen cocer. O método de autoendurecemento pódese dividir en resina de furano catalizada por ácido e método de autoendurecemento de area de resina fenólica, método de autoendurecemento de area de resina de uretano e método de autoendurecemento de monoéster fenólico.
Como area de aglutinante de caixa fría autoendurecible, a area de resina de furano é a area aglutinante sintética máis antiga e máis utilizada actualmente na fundición chinesa. A cantidade de resina engadida na area de moldeo é xeralmente do 0,7% ao 1,0%, e a cantidade de resina engadida na area do núcleo é xeralmente do 0,9% ao 1,1%. O contido de aldehido libre na resina de furano está por debaixo do 0,3%, e algunhas fábricas caeron por debaixo do 0,1%. Nas fundicións de China, a area autoendurecible de resina de furano alcanzou o nivel internacional independentemente do proceso de produción e da calidade superficial das pezas fundidas.
O ferro fundido dúctil, que tamén se denomina fundición nodular, fundición de grafito esferiodal ou só ferro SG para abreviar, representan un grupo de fundición. O ferro fundido nodular obtén grafito nodular mediante un tratamento de esferoidización e inoculación, o que mellora eficazmente as propiedades mecánicas do ferro fundido, especialmente a plasticidade e a dureza, para obter unha maior resistencia que o aceiro carbono.
As fundicións de ferro dúctil teñen un mellor rendemento de absorción de impactos que o aceiro carbono, mentres que as fundicións de aceiro carbono teñen moito mellor soldabilidade. E ata certo punto, as fundicións de ferro dúctil poderían ter algunhas actuacións de resistencia ao desgaste e á oxidación. Polo tanto, a fundición de ferro dúctil podería usarse para algunhas carcasas de bombas ou sistemas de abastecemento de auga. Non obstante, aínda temos que tomar precaucións para protexelos do desgaste e da oxidación.
O ferro dúctil non é un só material, senón que forma parte dun grupo de materiais que se poden producir para ter unha ampla gama de propiedades mediante o control da microestrutura. A característica común que define este grupo de materiais é a forma do grafito. Nos ferros dúctiles, o grafito está en forma de nódulos en lugar de escamas como é no ferro gris. A forma nítida das escamas de grafito crea puntos de concentración de tensión dentro da matriz metálica e a forma redondeada dos nódulos menos, inhibindo así a creación de fendas e proporcionando a ductilidade mellorada que dá nome á aliaxe. Entón, en xeral, se o ferro dúctil podería satisfacer os teus requisitos, o ferro dúctil podería ser a túa primeira opción, en lugar do aceiro ao carbono para as túas fundicións.

| Metal e aliaxes de fundición en area revestidos de resina | |
| Metais e aliaxes | Grao Popular |
| Ferro fundido gris | GG10~GG40; GJL-100 ~ GJL-350; |
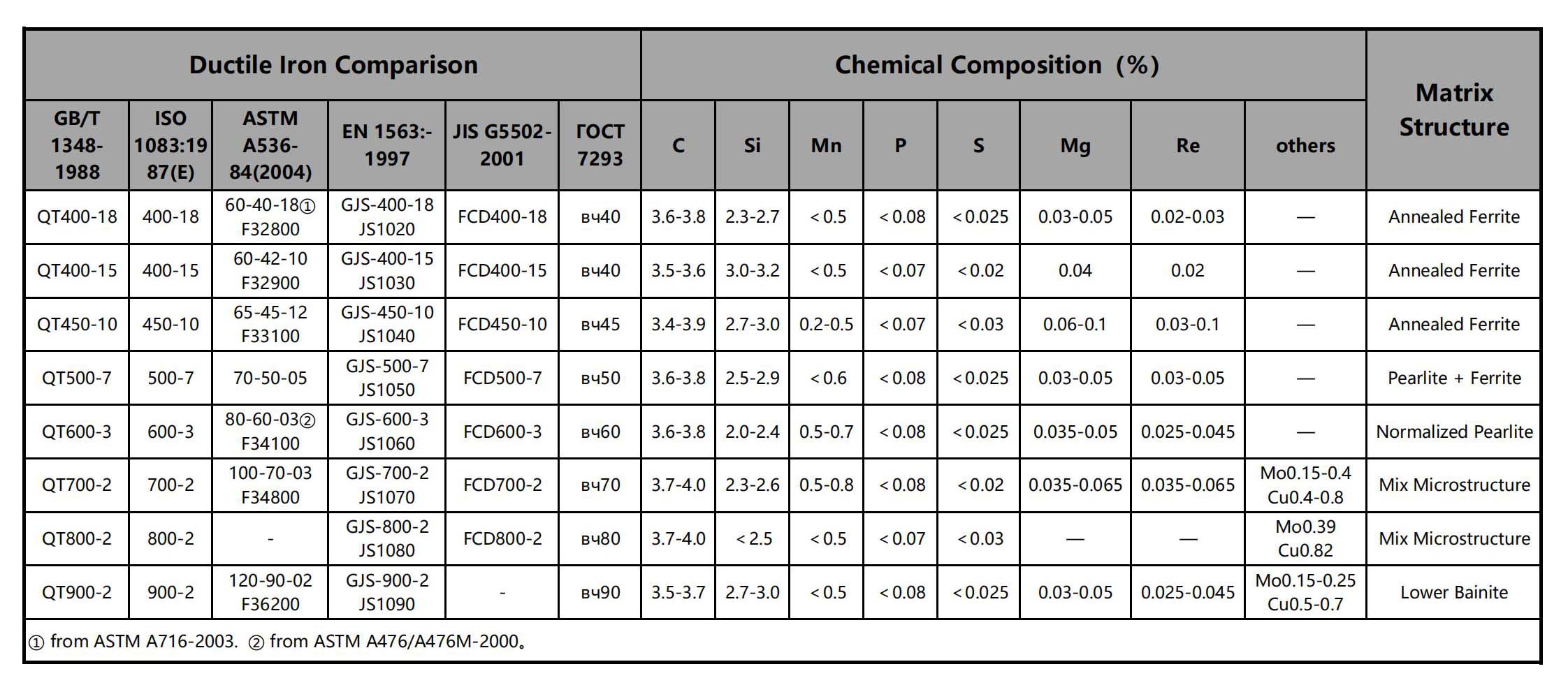
| Ferro fundido dúctil (nodular). | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Ferro Dúctil Austemperado (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Aceiro carbono | C20, C25, C30, C45 |
| Aceiro de aliaxe | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Aceiro inoxidable | Aceiro inoxidable ferrítico, aceiro inoxidable martensítico, aceiro inoxidable austenítico, aceiro inoxidable endurecido por precipitación, aceiro inoxidable dúplex |
| Aliaxes de aluminio | ASTM A356, ASTM A413, ASTM A360 |
| Aliaxes a base de latón/cobre | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Estándar: ASTM, SAE, AISI, GOST, DIN, EN, ISO e GB | |
As vantaxes da fundición de moldaxe autoendurecible de area recuberta de resina de furano:
1) Mellorar a precisión dimensional das fundicións e a rugosidade da superficie.
2) O endurecemento da area do molde (núcleo) non require secado, o que pode aforrar enerxía, e tamén se poden usar caixas e modelos de madeira ou plástico de baixo custo.
3) A area de moldaxe autoendurecible é fácil de compactar e colapsar, fácil de limpar as fundicións e a area vella pódese reciclar e reutilizar, o que reduce moito a intensidade do traballo na fabricación de núcleos, modelado, caída de area, limpeza e outros enlaces, e é fácil realizar a mecanización ou a automatización.
4) A fracción de masa de resina na area é de só 0,8% ~ 2,0% e o custo completo das materias primas é baixo.
Debido a que o método de autoendurecemento ten moitas das vantaxes únicas mencionadas anteriormente, o método de autoendurecemento non só se usa para a fabricación de núcleos, senón que tamén se usa para moldear a fundición. É especialmente axeitado para a produción dunha soa peza e de pequenos lotes, e pode producir fundicións de fundición, aceiro fundido e aliaxes non férreas. Algunhas fundicións chinesas substituíron completamente os moldes de area seca de arxila, os moldes de area de cemento e substituíron parcialmente os moldes de area de vidro de auga.

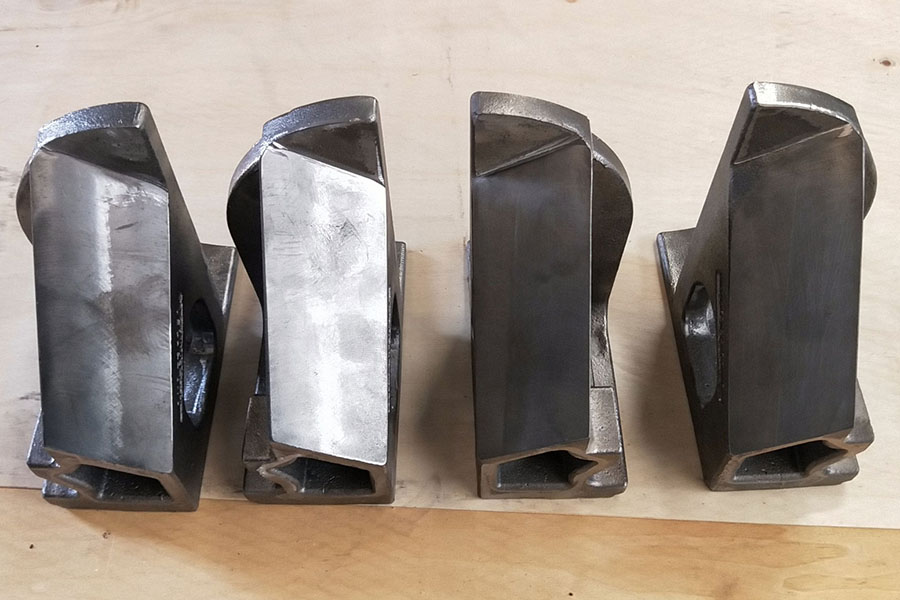

Pezas de fundición dúctil







{kind=link}